EUROSOLAIO®
La Lastra in laterizio EUROSOLAIO® viene impiegata nella realizzazione di orizzontamenti e coperture, risanamenti in strutture per l’edilizia civile, abitativa e sociale. Gli elementi che la caratterizzano sono:
1. Larghezza nervatura
Aumento della sezione resistente a taglio. I vantaggi: ottemperamento delle normative in vigore senza riduzione delle prestazioni;
2. Autoportanza e Sicurezza
Presenza di due tralicci elettrosaldati per ogni elemento.
I vantaggi: diminuzione del numero di puntelli e riduzione dei tempi di posa in opera, con realizzazione di un piano immediatamente calpestabile in totale sicurezza;
3. Presenza traliccio
Presenza di due tralicci elettrosaldati nelle scanalature laterali.
I vantaggi: assoluta monoliticità del getto prefabbricato con i successivi getti in opera e maggiore sicurezza nelle fasi di movimentazione del prodotto;
4. Copriferro garantito
Garanzia del copriferro sia dei correnti inferiori del traliccio sia dell’armatura aggiuntiva, grazie alla presenza dell’armatura trasversale inserita nelle apposite scanalature presenti nel fondello.
I vantaggi: Conformità alla normativa vigente (EN 15037-1), durabilità dei manufatti.
SOLLEVAMENTO E POSA
 Al fine di velocizzare le fasi di sollevamento e posa in cantiere dei manufatti, fino a dimezzarne i tempi, al momento della consegna del solaio potrà essere fornita al Cliente un’apposita attrezzatura di sollevamento con la quale è possibile movimentare contemporaneamente non uno ma due pannelli, studiata e testata al fine di mantenere gli stessi standard di sicurezza.
Al fine di velocizzare le fasi di sollevamento e posa in cantiere dei manufatti, fino a dimezzarne i tempi, al momento della consegna del solaio potrà essere fornita al Cliente un’apposita attrezzatura di sollevamento con la quale è possibile movimentare contemporaneamente non uno ma due pannelli, studiata e testata al fine di mantenere gli stessi standard di sicurezza.
CICLO DI PRODUZIONE
La produzione delle lastre in laterizio EUROSOLAIO® avviene in un impianto a carosello. La prima fase del ciclo di produzione consiste nel posizionamento sui casseri dei fondelli in laterizio, preventivamente bagnati per immersione, al fine di evitare l’assorbimento di una cospicua parte dell’acqua di impasto del calcestruzzo; in corrispondenza alla scanalatura trasversale superiore dell’elemento in laterizio, viene posizionata una barra ø 5, in acciaio nervato. Nel frattempo, vengono preparati i tralicci e le armature di progetto, che vengono poi posizionate nelle nervature centrali da un sistema di pinze elettromeccaniche; si passa poi al getto del conglomerato ed al suo costipamento. Infine vengono posati i blocchi di EPS ed i vassoi passano nella zona di maturazione ad aria calda.
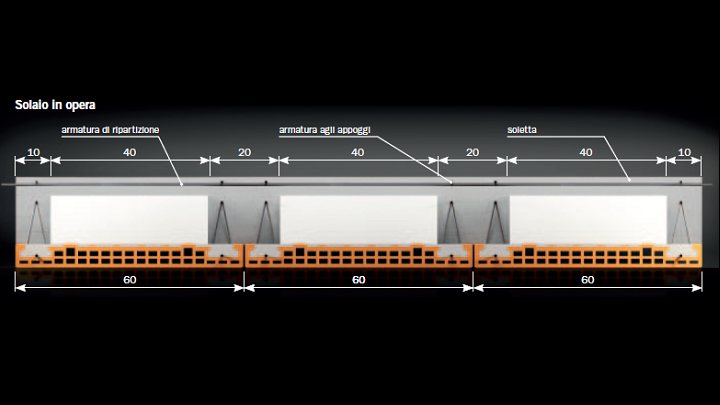
In opera, al fine di rendere solidali i pannelli, è necessario prevedere il getto delle nervature e di una soletta superiore di spessore non inferiore a 4 cm. Salvo diverse indicazioni, tale getto integrativo deve essere eseguito con conglomerato avente resistenza caratteristica R’ck 30N/mm2, accuratamente vibrato, in modo da garantire l’avvolgimento delle armature e l’aderenza al calcestruzzo prefabbricato. L’armatura supplementare a momento negativo e l’armatura inferiore aggiuntiva agli appoggi devono essere posizionate, prima del getto, in corrispondenza alle nervature.